












- 服务热线:0755-86665401
-


- EN
某精密模具制造企业承担一套高精度注塑模具的电极设计与制造任务。该模具用于生产具有复杂曲面的塑料件,产品包含多处窄槽、深腔和精细纹理结构,无法通过常规CNC加工完成,需采用电火花成形加工(EDM)方式制造模具型腔。
电火花利用工具电极与工件之间脉冲放电产生的电蚀现象,进行材料去除的加工方法。电极作为火花加工的工具,其形状和精度直接决定了模具型腔的最终质量。蓝光三维扫描技术由于精度的提升,已逐步应用于模具、电极的检测,确保模具电极加工的精确度,大大缩短产品研发的周期。

电极模具检测难点
电极模具类工件的检测面临以下核心挑战:
|
检测难点 |
具体表现 |
影响 |
|
结构复杂多变 |
电极根据模具型腔形状设计,包含窄槽、深腔、锐角、倒扣等复杂结构 |
传统量具无法进入测量,数据采集困难 |
|
精度要求高 |
电极尺寸公差通常要求±0.02mm,型面偏差≤0.03mm |
放电间隙控制困难,影响模具精度 |
|
多电极关联检测 |
单套模具需多支电极协同加工,各电极间需保证位置一致性 |
分散检测难以评估整体配合精度 |
|
检测效率低 |
传统CMM检测单支电极耗时长,批量检测周期长 |
影响生产节拍,增加检测成本 |
|
放电间隙验证 |
需验证电极与设计型面的放电间隙(通常0.05-0.15mm) |
需与CAD模型精确比对分析 |
蓝光3D扫描检测解决方案
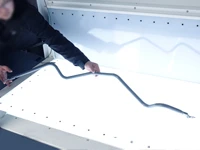
经过技术调研与方案评估,企业选择采用新拓三维XTOM拍照式蓝光三维扫描仪进行电极模具类工件的3D检测。设备采用蓝光窄域波长投影技术,结合高分辨率工业相机,能够有效应对石墨电极的复杂表面特性,测量精度可满足电极±0.02mm公差的检测需求,为放电间隙验证提供可靠数据基础。

另外,蓝光三维扫描仪在复杂环境下环境均可稳定工作,这样可以直接在生产车间使用,在模具电极加工工程中,可直接对加工到某一阶段的产品实行扫描检测,对整个加工过程的精度进行控制,避免了工件反复调试及重复定位精度的误差。

蓝光3D扫描技术应用价值
电极模具质量检测
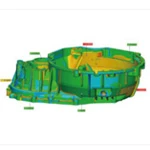
电极结构复杂,精度要求高(公差≤±0.02mm),传统方法难以测量。通过蓝光三维扫描技术,可全尺寸检测和形位公差综合分析,
放电间隙直接验证
传统方法无法直接验证放电间隙,需通过检测电极尺寸间接推算。通过全尺寸3D扫描和CAD比对,直接计算各区域的实际放电间隙分布,为EDM加工参数优化提供精确依据。
多电极关联分析
将一套模具的多支电极检测结果统一管理,分析各电极间的尺寸和位置一致性,评估整体加工配合精度,发现单一电极检测无法发现的系统性问题。
检测数据闭环应用
检测结果直接反馈至电极加工和EDM工艺:
1、型腔电极模具质量检测
型面轮廓度检测:
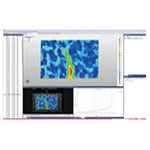
核心应用:将全尺寸3D扫描获得的完整电极三维模型与原始设计CAD模型进行精确比对分析。
色谱图分析:生成直观的偏差色谱图,清晰显示电极型面上各点相对于理论模型的偏差大小和分布(过切、欠切)。
关键区域分析:重点检查放电区域(尤其是复杂曲面、尖角、圆角半径)的加工精度。
关键尺寸分析:
几何尺寸:测量型腔的深度、宽度、角度、圆角半径、拔模斜度等关键尺寸。
位置度:测量型腔特征之间的相对位置、间距、同心度等。
截面分析:在任意位置生成截面线,与CAD截面进行比对,检查局部形状精度。
电极损耗检测 (二次检测):
对比使用前后的电极扫描模型,量化放电加工导致的电极材料损耗(长度补偿、轮廓变化),为后续加工补偿或电极更换提供精确依据。

CAD原始数模

3D扫描数据模型


2、精密栅格电极质量检测
栅格几何尺寸3D测量:
栅线宽度/厚度:精确测量每条栅格的宽度(线宽)和厚度(高度)。
栅距/节距:测量相邻栅格中心线之间距离,检查其均匀性和一致性。
开口尺寸/孔径:测量栅格间空隙的尺寸。
锥度/侧壁角度:测量栅格侧壁的角度或锥度变化。
形状精度与轮廓度检测:
检查栅格截面的形状是否符合设计要求(如矩形、梯形、弧形)。
检测栅格顶部和侧面的平面度、直线度。
检测栅格是否存在弯曲、扭曲、波浪形变形。

CAD原始数模

3D扫描数据模型


传统接触式测量仅能检测关键尺寸的离散点,覆盖率不足10%。采用新拓三维XTOM拍照式蓝光三维扫描实现100%全覆盖,可发现传统方法遗漏的局部偏差和变形,如局部区域偏差分布,复杂曲面变形趋势等。
当然,非接触式测量也有以下局限性,如对于超高精度要求(公差μ级)的场合,仍需CMM等高精度设备复核;表面极度光滑或镜面的电极,需进行消光处理;极深窄槽(深宽比>10:1)内部可能存在测量盲区,需结合接触式探针进行测量。
新拓三维为您提供产品咨询,
技术咨询,点击开始聊天吧。
0755-86665401