












- 服务热线:0755-86665401
-


- EN
在注塑行业,小型、多结构、高精度的塑料件产品质量控制至关重要,却也面临显著挑战:一是结构复杂导致检测难,塑料件常有薄壁、多孔、卡扣等精细结构,传统测量设备难以满足检测需求;二是公差微小要求高精度,尤其是配合面、安装孔位,对尺寸、位置度、轮廓公差要求严格;三是批量检测时,质检流程耗时久、成本高,且高度依赖检测人员的操作经验,导致结果差异大。

设备选型:蓝光3D扫描方案
本次案例的注塑塑料件小巧紧凑,包含多个精密卡扣、定位孔、薄壁结构以及小半径圆角,需严格控制整体轮廓变形和关键位置尺寸。
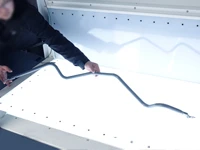
采用新拓三维XTOM蓝光三维扫描仪,具备中小幅面(约100-300mm)的蓝光扫描仪测量头,配合高精度电动旋转台。对于结构复杂或深孔件,可通过工作台预贴标记点,或加装参考框架,实现任意位置的多角度无缝拼接扫描,消除盲区。

3D扫描实战操作流程拆解
本次案例针对单个注塑塑料件进行完整的质量检测,操作流程简单易上手。
01 部件准备与定位
将待测注塑塑料件平稳、无晃动地放置于扫描仪转台中央。如有深孔或反光面,预先需要喷涂薄层显影剂(不影响尺寸精度)。
02 参数设定与路径规划
根据塑料件尺寸、复杂度,在软件界面设置:
03 数据采集与重建
启动扫描。XTOM蓝光三维扫描设备完成多个角度拍照(翻转部件,多面扫描采集),蓝光条纹投影精确捕捉表面三维点云数据。XTOM三维扫描软件实时拼接各角度数据,生成高完整度的塑料件三维扫描模型(STL文件)。
")
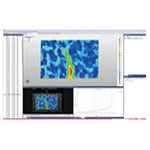
注塑件全局3D对比偏差分析
清晰展示最大±偏差,超差分布,分析局部材料堆积,或局部收缩或结构塌陷。
典型超差点:
点3:+1.0773mm,卡扣区域明显鼓胀
点10:+0.5206mm,安装面凸起
CMP1区域点14:-1.6174mm,深腔底部材料不足
位置度异常分析:
位置度1偏差:安装孔位偏移,可能导致装配干涉
线1位置偏差:整体结构平面度倾斜


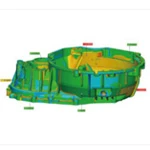
局部结构专项分析
1. 高应力区域(CMP1)
变形集中点:底部深腔、转角负偏差为主 →材料收缩率不均(需优化保压工艺)
2. 装配面区域(CMP2)
整体正偏差:分型面溢料或模具磨损
最高点偏差:影响密封性
3. 加强筋区域(CMP3)
均匀负偏差:冷却速率过快导致缩痕



新拓三维为您提供产品咨询,
技术咨询,点击开始聊天吧。
0755-86665401