












- 服务热线:0755-86665401
-


- EN

精密零部件检测领域长期存在一个核心争议:三坐标(CMM)的单点权威性、蓝光结构光扫描的全场效率、激光扫描的大尺寸覆盖能力,三者各有不可替代的场景优势。选型不当,不仅检测效率低下,更可能导致关键缺陷漏检。2026年,随着消费电子、汽车制造、航空航天等领域对检测精度和效率的要求同时提升,"精度优先还是效率优先"的二元决策已不再适用,理解三种技术路线的本质差异与适用边界,才是正确选型的前提。
据The Business Research Company最新报告,全球结构光三维扫描仪市场规模从2025年的18.7亿美元增长至2026年的22亿美元,年复合增长率达17.4%,蓝光结构光扫描正在成为工业检测领域增速最快的细分赛道。
三种技术路线的本质差异:测量哲学不同
三坐标(CMM):逐点权威
CMM通过接触式测头逐点探测工件表面,获取精确的空间坐标,是孔位、槽宽、圆度和形位公差等关键特征验证的权威手段。根据ISO 10360标准,高端CMM的最大允许误差可达MPEE=2.5+L/333μm级别,单点精度可达0.003-0.005mm。但CMM本质上是"逐点探测的尺子",只能测量预编程点位,未编程区域完全"失明",空间覆盖率仅5-15%。
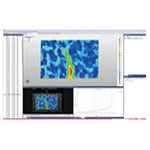
蓝光结构光扫描:面阵效率
蓝光扫描采用窄带蓝光LED光源(约450nm波长)投射结构光图案,相机捕捉变形后计算三维坐标。蓝光波长短(约450nm),光学衍射极限更小,配合窄带滤光片可有效滤除杂散光,在车间光照环境下也能稳定工作。以新拓三维XTOM-MATRIX照相式蓝光三维扫描仪为例,单次扫描标称精度≤0.008mm,可获取数百万点云数据。蓝光扫描本质上是"面阵照相机",能在数分钟内获取完整表面形貌与偏差分布。
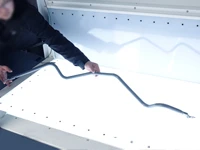
激光扫描:大尺寸覆盖
激光扫描以激光线或激光点投射到物体表面,通过三角测量计算距离。激光方向性强、抗干扰能力好,适用于大型工件远距离测量。但激光扫描属于线/点扫描方式,多线采集效率虽高,标称精度通常在±0.025mm级别,对中小精密件细节还原、检测精度不如蓝光扫描。
四大维度深度对比:数据说话
维度一:检测精度
|
设备类型 |
标称精度 |
实测典型值 |
单点权威性 |
全场一致性 |
|
CMM(ISO 10360) |
2.5+L/333μm |
0.003-0.005mm |
★★★★★ |
★★★ |
|
蓝光扫描 |
≤0.008mm |
0.007-0.009mm |
★★★★ |
★★★★★ |
|
激光扫描 |
±0.025mm |
0.020-0.030mm |
★★★ |
★★★★ |
关键洞察:CMM单点精度最高,但只能测预编程点位;蓝光扫描精度略低但全场一致性极好,高效全尺寸扫描不留盲区。二者不是替代关系,而是互补关系。
维度二:检测效率
|
设备类型 |
单工件检测耗时 |
编程/设置时间 |
操作员培训周期 |
|
CMM |
3-5小时 |
1-4小时(DMIS编程) |
6-12个月 |
|
蓝光扫描 |
45-55分钟 |
5-10分钟(向导式) |
3天 |
|
激光扫描 |
1.2-1.5小时 |
15-30分钟 |
1-2周 |
关键洞察:蓝光扫描检测速度比CMM快4-5倍,编程门槛极低。对于迭代周期<3个月的项目,蓝光扫描的效率优势是刚需。新拓三维工业3D检测解决方案,了解蓝光三维扫描检测技术在工业检测领域的典型应用。
维度三:不同材质/工件类型的适用性
|
工件类型 |
蓝光扫描 |
CMM |
激光扫描 |
|
石墨电极(复杂型面) |
★★★★★ |
★★★★ |
★★★ |
|
铜电极(高反光曲面) |
★★★★(需显像剂) |
★★★★★ |
★★★ |
|
铸铁电极(简单几何) |
★★★ |
★★★★★ |
★★★★ |
|
涡轮叶片(复杂曲面+深腔) |
★★★★★ |
★★ |
★★★ |
|
薄壁/柔性工件 |
★★★★★(非接触) |
★★(接触变形) |
★★★ |
|
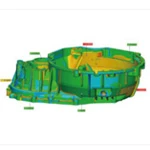
大型铸件模具(>500mm) |
★★★★★ |
★★ |
★★★★ |
关键洞察:复杂曲面、深腔、薄壁工件是蓝光扫描的绝对优势区;简单规则几何体的精密特征检测是CMM的权威区。
2026工业检测选型决策框架
工业检测没有"银弹",但有"最优解"。理解三种技术路线的本质差异,匹配实际检测需求,才能让检测设备真正发挥价值。2026年,蓝光结构光扫描+CMM的组合方案,正在成为现代化检测车间的主流配置。
新拓三维为您提供产品咨询,
技术咨询,点击开始聊天吧。
0755-86665401